Key Points
- Metal microAM is a newer category of high-resolution metal 3D printing processes that can create intricate, micro-scale features with excellent surface finish directly out of the printing process
- Holo’s PureForm™ technology uniquely expands on microAM and can rapidly build much larger overall parts with tiny, complex features — quickly, and without any loss in accuracy
- Applications which previously paired a larger, ‘bulk’ manufacturing process with higher-resolution ‘finishing’ steps, liked small, machined castings, can now be more efficiently printed in a single process
- The PureForm process delivers flexibility to product development, and scales cost-effectively from prototype to production volumes
Traditionally, metal 3D printing processes have demanded an unavoidable, classic engineering trade-off: speed or resolution. Choose print speed and you’ll pay for it in parts with lower resolution, accuracy, repeatability, or surface finish. Choose higher resolution, and you’ll gain the ability to print smaller features but at the expense of relying on slow processes that struggle to efficiently produce larger parts, and can’t scale to production volumes. And historically, ‘higher resolution’ in metal 3D printing was often still limited in its ability to replicate micro-scale features. But what if you didn’t have to make this choice in the first place?
Two developments over the last five years are making this possible: the rise of metal microAM, and Holo’s PureForm™ metal 3D printing process.
So what exactly is microAM? A 3D printer? A technology? Let’s dive in and explore this minuscule world!
Intricate details in metal mircoAM
The key defining feature of metal microAM is the ability to 3D print incredibly tiny features — in the hundreds of microns or smaller range. MicroAM isn’t one specific technology, but rather a category of 3D printing capability that can be achieved in a number of different ways. Typically this means designing 3D printing equipment to have tighter tolerances and increased positioning precision, while monitoring and controlling process variables like operating temperature, and feedstock composition much more closely. Small deviations in a process can have much more detrimental impacts when operating at the tiny sizes of microAM parts — for example, backlash in a feed screw of 0.5 mm may be indistinguishable when printing a 10 cm part, but it might be several times larger than an entire feature at microAM scales.

A custom medical screw built with Holo’s PureForm microAM process, demonstrating the tiny intricate features that can be printed directly into a larger part
Metal microAM has pushed the boundaries of 3D printing smaller and enabled engineers to create intricate metal parts, but it continues to be bound by the fundamental 3D printing trade-off of speed vs. resolution, confining it to low production volumes and generally relegating it to prototyping or highly niche use cases. Breaking free of this relationship requires additional capabilities, and that’s where Holo’s PureForm technology enters the picture.
The PureForm process delivers the tiny, intricate details of microAM, but can also print those features on much larger parts, and do so in a rapid, parallelized process — a capability set that we refer to as having a ‘high dynamic range’. You can print tiny parts or larger ones, or a combination of larger components with highly intricate features, all without any penalty to speed or part accuracy. The key to achieving this relies on the high-resolution digital projector we use in our technology stack to cure an entire build layer simultaneously in a matter of seconds, while maintaining pixel-level control over the part features in each layer. PureForm can print one part up to an entire build of parts at once without any effect on print time, whereas the serial nature of most other metal AM technologies means that the number of parts or even part complexity increases print time. This enables Holo’s process to quickly build parts with overall dimensions on the order of tens of millimeters, but also with highly intricate micro-scale details, since the projector has single pixel-level control over curing individual features.
This capability for high dynamic range offers you the design freedom to add the intricate, micro-scale feature complexity you want in a project, but on components that are themselves larger than those features. This can also enable you to design without needing to break down a part into separate components or steps that each match the manufacturing capabilities of different processes. A great example of where this is effective is with small die or investment castings that need post-casting machining of small features like threaded holes. With Holo’s 3D printing process, the entire part can be printed with those intricate details already in place. In turn this can simplify the prototyping and production process, and reduce the overall manufacturing cost of those parts, especially if you need flexibility in production volume.
Accurate AM parts, with a smooth finish
While we all love to talk about resolution in AM, one area that isn’t discussed nearly enough is surface finish. It’s becoming apparent that secondary operations — whether post-machining or polishing — add serious costs to AM parts. An additional benefit of the tight, pixel-level control of a microAM process like Holo’s PureForm technology is that the high resolution 3D printing capability also yields exceptional part surface finish with a high degree of dimensional accuracy, yielding net-shape functional parts that do not require secondary operations.

A range of 3D printed17-4PH stainless steel parts with a beautiful matte finish, which was achieved as-built-and-sintered, without any post-processing — a consequence of the high degree of process control in Holo’s microAM technology
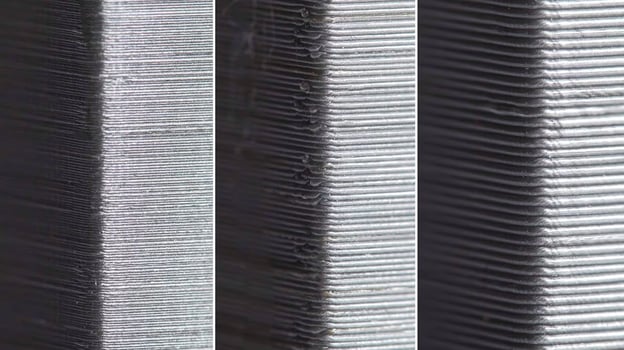
3D printed parts are typically identifiable by the visible striations or ‘layer lines’ that appear between every successive layer. These characteristic patterns are most noticeable on surfaces at a high angle with respect to the build direction, and are a result of a few factors, primarily the thickness of the printed layer, and the in-layer accuracy and control of the printing process.
The thickness of a 3D printed layer is one factor driving the surface finish of the end part — thicker layers generally have more visible layers and a rougher surface finish. (Source: All3DP)
MicroAM parts printed with thinner layers have less deviation between the continuous surfaces 3D modeled in CAD and the printed geometries. Those smaller gaps lead to less surface roughness and higher surface finishes.
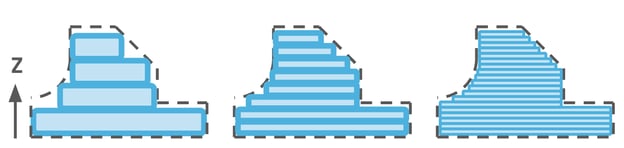
Thinner layers in a 3D print can better replicate the as-designed geometry of a part and lead to better surface finishes — a defining characteristic of microAM processes. Notice how there are larger gaps between the printed layers (blue rectangles) and 3D model (dotted outline) when a part is built with thicker layers (left) than with thinner ones (right).
Surface finish is also a result of dimensional consistency in the printing process, including the accuracy of features relative to each other within a single layer, as well as the alignment precision of multiple layers. This becomes even more important with the microscopic scale of many features in microAM parts — even a small process misalignment or inaccuracy can quickly cause defects in the surface of a part and render it unusable. Holo’s PureForm technology uses a static digital projector to cure an entire layer at once. Since the light source driving the process doesn’t move with respect to each individual layer, each layer is aligned perfectly with the preceding layer, and the overall 3D printing process is more accurate with a higher quality surface finish.
Revolutionizing metal microAM
Metal microAM as a category has opened up new opportunities to reduce the hassle of producing 3D print metal components with extremely fine details, but it remains constrained by the fundamental engineering tradeoffs of most 3D printing processes: that of process speed vs. part fidelity. That isn’t enough to significantly broaden the range of problems it can solve for the average engineer who needs metal parts. Here at Holo, we’ve engineered our technology to improve upon microAM, to provide metal parts with a wide range of characteristic feature sizes, while maintaining an ability to cost-effectively deliver parts rapidly, and in flexible volumes.
Curious about what microAM and our PureForm metal 3D printing service could do for you? Discuss your application with our engineering team — we’d love to see how we can help!


