Holo’s PureForm metal additive manufacturing platform leverages a combination of DLP 3D printing plus backend sintering technology from the metal injection molding (MIM) industry. Whilst you may not have heard of MIM, it is a critical process in producing billions of intricate, complex components in a wide range of industries every year. So let’s explore how these processes work and how Holo takes advantage of sintering in our metal 3D printing platform.
What is metal injection molding (MIM)?
MIM is a high precision, production metal manufacturing process that was first demonstrated in the 1970’s, and gained widespread international recognition in the 1990’s for manufacturing small, complex metal components in high-performance alloys, in high volumes.
As the name implies, the MIM process involves first injection molding a uniform mixture of metal powder and a polymer binder into a part geometry, then removing the binder in one or more ‘debinding’ steps, and finally sintering the parts in a controlled-atmosphere furnace into their final, solid form.
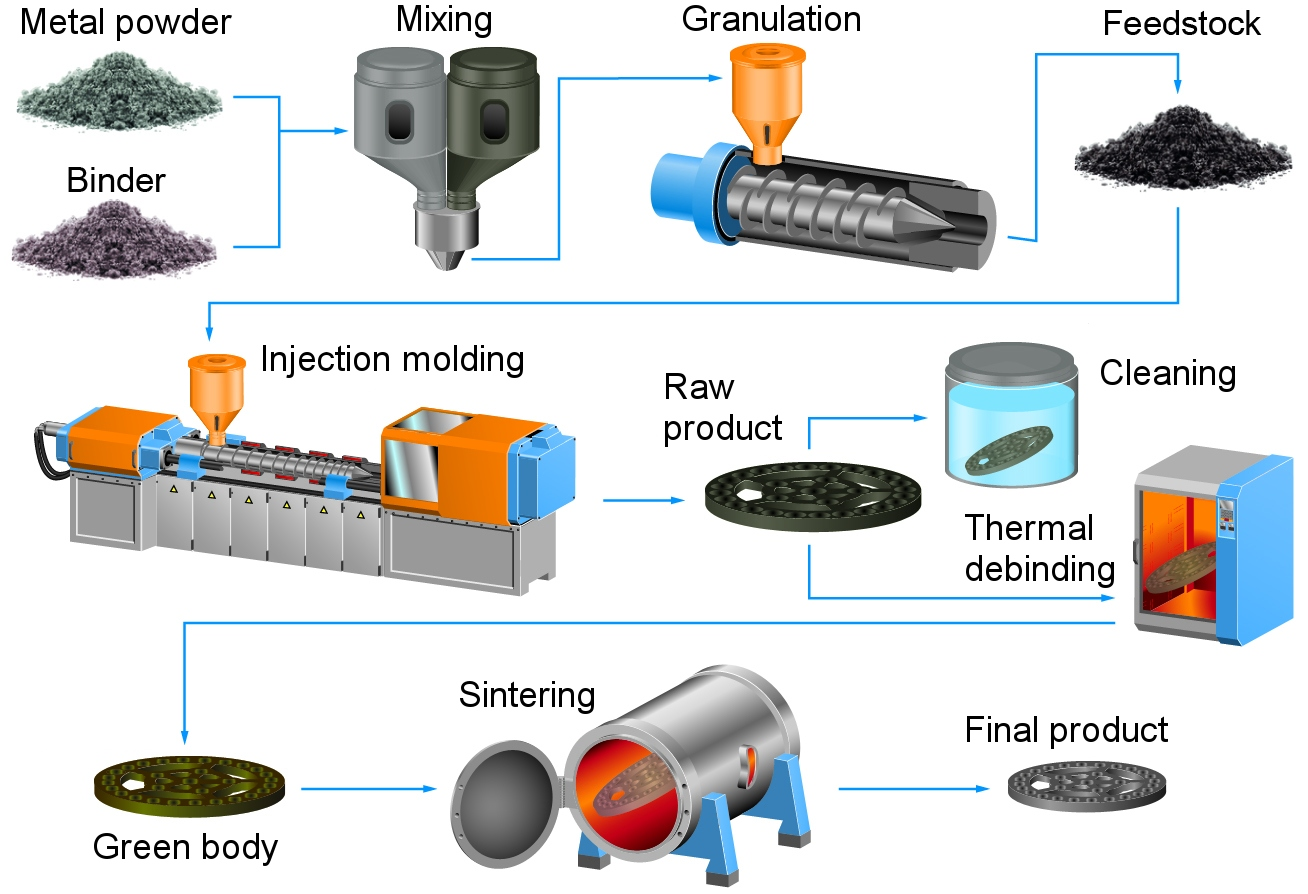
Illustration of an end-to-end metal injection molding (MIM) workflow. MIM suppliers and contract manufacturers often purchase pre-compounded and pelletized feedstock materials to accelerate getting to the injection molding stage. (Image adapted from Wikipedia)
After a part has been injection molded from the metal powder and polymer binder feedstock, it’s known as a ‘green’ part or body. Structurally, the green body is only held together by the binder and is relatively weak, regardless of what metal it’s composed of, with a similar consistency to a bar of soap or a crayon.
Before sintering can occur the polymer binder material in the green part must be removed in a process called debinding, which can occur either chemically with solvents, or thermally with heat. Simple thermal debinding is often accomplished in the same furnace as sintering — the process starts by heating the green parts to a lower debinding temperature, vaporizing and removing the binder, before ramping to a higher sintering temperature.
MIM processes for larger parts sometimes use two-part binders, where the part is subject to chemical debinding first to create a porous ‘brown’ part or body, which creates a network of porosity that helps the remaining binder escape the part when it is vaporized in subsequent thermal debinding.
Where does Holo’s PureForm metal AM process use MIM technology?
Traditional MIM involves injection molding green parts (green bodies), then sintering batches of those parts into a final product. While it’s an excellent high volume manufacturing process, MIM requires hard tooling for the injection molding step, which can take months of lead time to manufacture.
Our PureForm metal AM process takes advantage of the backend sintering technology and process from MIM, but uses DLP 3D printing in combination with Holo’s proprietary PureForm metal powder-filled photopolymer materials to produce complex, high-resolution green parts quickly and without tooling. We pair digital manufacturing during the printing process with traditional batch sintering to produce a highly flexible manufacturing platform that can produce quality parts in familiar, high-performance engineering alloys.

A controlled-atmosphere MIM sintering furnace in Holo’s production facility
The benefit of our PureForm technology is that you can quickly iterate on part geometry designs and produce variable quantities of parts, all without waiting for (or needing to justify the cost for) tooling to be cut for each iteration. Without the high fixed costs of traditional MIM tooling, this also means that you can cost-effectively bring MIM-like part geometry and performance to much smaller volumes of parts. And if you’re ready for higher volume production, our PureForm platform can scale with you, without requiring you to change manufacturing technologies and re-qualify parts.
What are the advantages and disadvantages of metal injection molding (MIM) as a manufacturing process?
Once tooling is manufactured and a process workflow dialed in, MIM is a fast, highly repeatable, high-volume manufacturing process and can produce very complex, fine-featured parts at fairly low marginal costs. It’s an excellent choice when you need to make hundreds of thousands or millions of components quickly, cost-effectively, and with high precision and repeatability. MIM is the manufacturing process of choice for medical components and surgical tools, military and defense, consumer electronics connectors (Apple’s Lightning connector is a classic example of MIM in consumer products), and more.
MIM is capable of producing metal parts in high-performance engineering alloys that aren’t available to lower temperature processes like die casting, and with far more intricate features than in sand or investment casting. Typical MIM materials include a range of different stainless steels, high purity copper, nickel-based superalloys like Inconel and Hastelloy, medical and aerospace grade Titanium 6Al-4V and many more. Alloys that have been processed via MIM will have similar properties to their bar stock equivalents (MIM parts are usually a little more brittle post-sintering, but not unreasonably so), and can be subsequently heat-treated and post-processed using standard processes.
The biggest downsides of MIM are its long setup lead times and rigid production — it takes a long time to cut expensive MIM tooling, and once that tooling is cut, it’s fairly difficult to make changes to part design without completely replacing that tooling. It is possible (but difficult and painful) to make small tooling modifications but large changes usually involve replacing large parts or all of a tool.
When you commit to manufacturing a part with MIM, you do everything possible to make sure that the part design you’re cutting tooling for is perfect and extensively tested, because it’s extremely costly if you get it wrong.
Our PureForm technology solves the main weakness of MIM, by enabling you to receive MIM-quality parts quickly, but without the design constraints imposed by molds and often with higher resolution features, in highly flexible production quantities.
What exactly is sintering?
In the context of MIM and Holo’s PureForm metal AM technology, sintering is the process of densifying the metal powder trapped within a ‘green’ part into a fully solid metal part at high temperatures, but below the melting point of the metal powder involved.
During sintering, neighboring metal particles diffuse across contact surfaces and begin to fuse together. As these bonds form between particles they naturally pull together, which in turn eliminates voids between particles, resulting in the part shrinking as it densifies into a solid component. That shrinkage is both predictable and consistent, which makes it straightforward to account for (we do this automatically in our software, requiring no change to the way you design components) and enables sintered components to be highly dimensionally consistent in high volume production.It’s important to note that the sintering involved in MIM and Holo’s PureForm process doesn’t happen under pressure, just at high (but below-melting) temperatures.