DLP 3D printing is a type of 3D printing or additive manufacturing (AM) process in which a digital projector is used to cure a light-sensitive photopolymer, sequentially one layer at a time to build up a three-dimensional physical part.
The process has a number of advantages over other types of 3D printing technologies, including fast printing times (an entire print layer is cured simultaneously in a few seconds versus curing or extruding a path from a point source), higher feature resolution & part accuracy and generally lower operating costs than competing technologies.
We’ve incorporated DLP 3D printing into Holo’s PureForm™ metal AM technology as a part of our overall process workflow because of these compelling technological benefits. Read on to learn more about the ins and outs of DLP 3D printing, as well as our unique improvements that make metal DLP 3D printing possible.
What is digital light processing (DLP)?
Digital light processing (DLP) technology powers digital projectors in theaters, your home, or office — and it’s also widely used in polymer (plastic) 3D printing equipment.
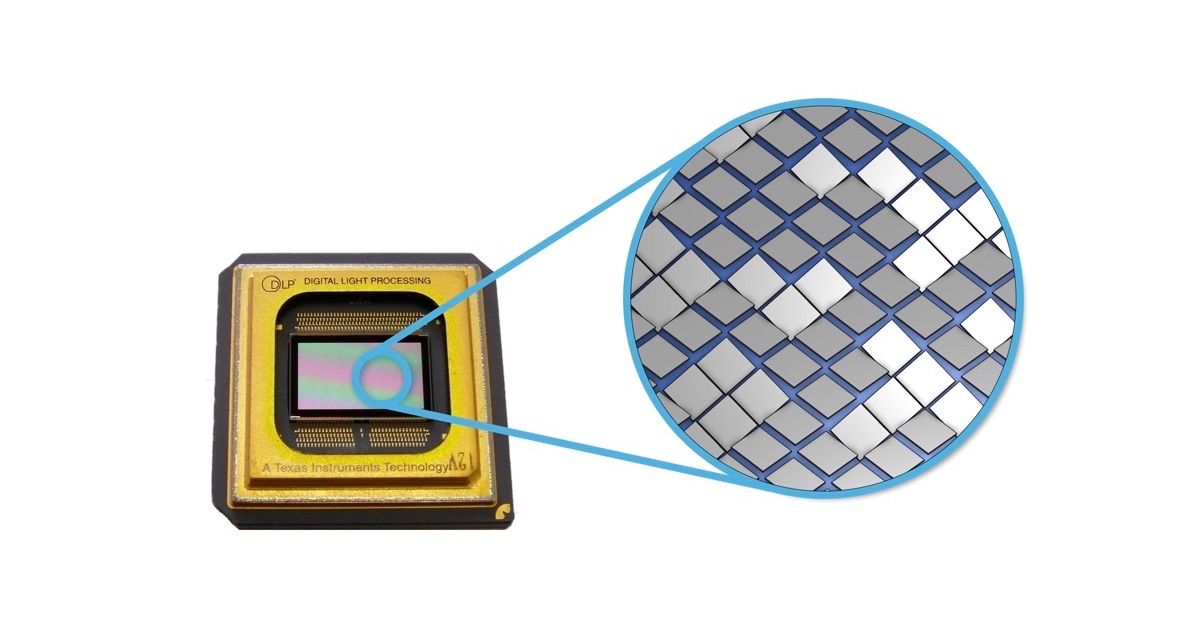
A digital micromirror device from Texas Instruments, the microchip at the heart of digital light processing technology. The magnified inset shows an illustration of the tiny individually controllable mirrors within the DMD.
At the core of DLP-based tech is a small microchip with an array of individually controllable microscopic mirrors that allows light to be precisely transmitted through a projector system (or rejected as waste heat) at an individual pixel level. This chip is a micro-opto-electromechanical system (MOEMS) called a digital micromirror device (DMD).
Each mirror in a DMD represents a single pixel and controls whether light is transmitted through the projection system, or rejected onto a heatsink as waste heat, as seen in this great illustration from ProjectorScreen.com.
The DMD was invented at Texas Instruments in the late 1980’s by Dr. Larry Hornbeck, and have since been refined and evolved by TI into the building blocks of nearly every high definition digital projector you see today.
As a simplified explanation, if you were to look at an image on a digital projector screen, each pixel on the screen corresponds to a single mirror in the DMD, so a Full HD 1080p resolution picture with 1920x1080 pixels would be produced by a DMD with 1,920 x 1,080 = 2,073,600 individual mirrors. In practice there are techniques — often seen in ultra high definition 8K projectors — to get higher resolution out of a DMD as a multiple of the number of mirrors, but for simplicity you can think of each mirror controlling a single pixel.
DLP projectors are one of the many technologies that Holo has engineered into our PureForm™ metal additive manufacturing (AM) platform, and help drive the high accuracy, resolution, and surface finish of our finished metal parts, as you’ll read about shortly.
How does DLP 3D printing work?
Fundamentally, DLP 3D printing relies on two technologies: a digital projector (with a DLP chipset inside) that produces high resolution images, and a light-sensitive photopolymer that hardens or cures when exposed to light.
A part is 3D printed with these technologies by projecting an image onto a thin layer of photopolymer, which selectively cures the entire layer wherever light is projected. Afterwards:
- The cured layer is withdrawn from the exposure area
- A liquid film of uncured photopolymer is created or allowed to form in the exposure area
- The previously cured layer is moved into contact with the liquid film
- The curing process repeats with a new layer image, hardening the new layer and bonding it to the previous one
- The entire process repeats and continues until the 3D dimensional part geometry is created
In addition to differing print material compositions and tech specs like accuracy, print speed, and resolution, much of the innovation and differentiation in the DLP 3D printing space involves how the liquid photopolymer is re-coated over the exposure area. Some technologies will use a bath or vat of photopolymer, which reflows over the exposure area after the printed layer is removed.
Holo’s PureForm™ metal 3D printing process employs our proprietary metal powder-filled photopolymer, which is thicker and much more viscous than traditional DLP 3D printing feedstock. Because of this, our printers use an active re-coating process that spreads a thin layer of the PureForm™ material uniformly across the exposure area.
What are the benefits of DLP 3D printing technology?
At a high level the key advantages of DLP 3D printing are:
- Fast printing speed
- Process accuracy
- High resolution, able to produce tiny, intricate features
- Excellent surface finish
- Leverages decades of development in DLP chip development
- Improvements driven by large markets, including multimedia & semiconductor
In a DLP 3D printing process, an entire printed layer is cured simultaneously by the projected light, which leads to both fast printing speed (regardless of how many parts are being built at once), as well as extremely accurate features. Since a high-resolution image is being projected of the entire layer at once and there is no movement of the printer during curing, there are less potential mechanical sources of error as compared with other 3D printing processes. That simplicity leads to greater built-in accuracy of the DLP 3D printing process.

DLP-based 3D printing can produce extremely fine details with high quality surface finishes on (typically plastic) parts. With Holo’s PureForm metal AM solution, we extend those capabilities to complex metal part production, like these tiny grippers for a laparoscopic surgical tool prototype.
The combination of high-resolution projector and overall process accuracy also enables DLP 3D printing processes to produce extremely fine, intricate geometries, as well as parts with high quality surface finishes, often without visible layer lines.
Where is DLP 3D printing used?
Polymer (plastic) DLP 3D printing is used in a wide range of industries, from form and functional prototypes for all manner of products, to dental aligners and surgical guides, jewelry and intricate investment casting and more. Applications that demand intricate feature details, high surface finish, fast production print speeds, with plastic-level strength requirements are all potential use cases for polymer DLP 3D printing.
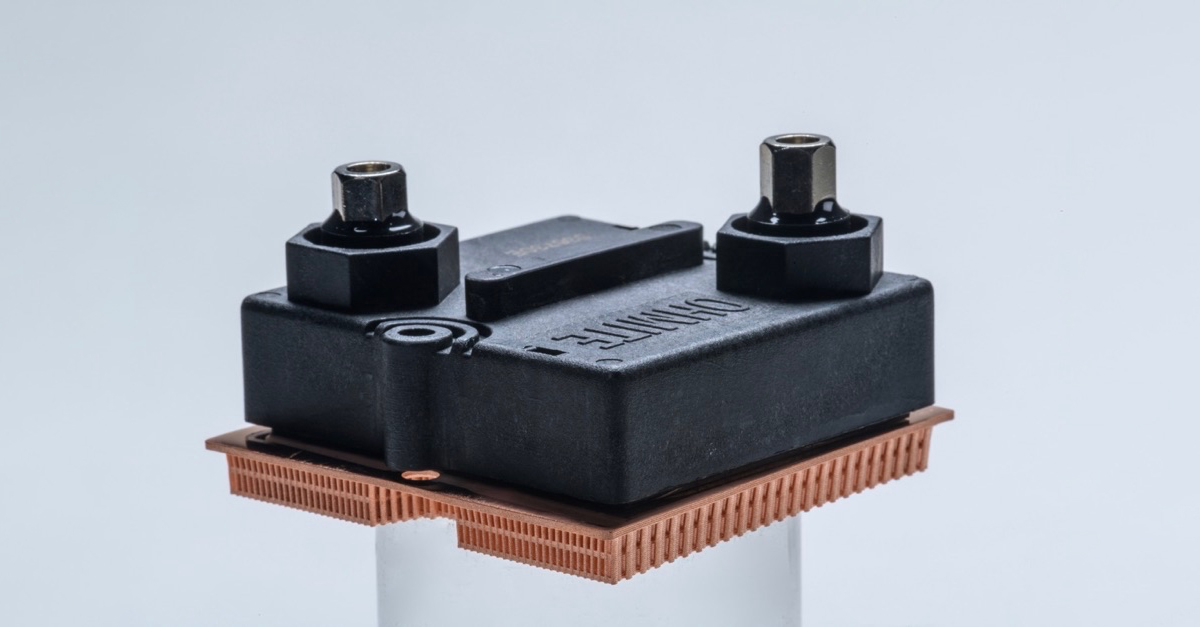
This high performance, pure copper heatsink (lower portion of this assembly) is 3D printed with Holo’s PureForm technology, and is used to cool a power resistor (upper matte black components) used in high power electric aviation applications. (Image: NASA Glenn Research Center)
Holo’s PureForm™ metal DLP 3D printing solution is well-suited for printing highly complex, intricate metal parts in materials like 17-4PH stainless steel, pure copper, nickel superalloys and more. Holo customers have found success in printing advanced heatsinks, surgical tool prototypes, components for wearable devices, such as AR/VR equipment, intricate robotic end-effectors, complex articulating components, and beyond.
How does Holo accomplish metal DLP 3D printing?
While DLP 3D printing is a mainstream polymer (plastic) additive manufacturing process, it’s noticeably absent in the world of metals, in large part because the DLP 3D printing process isn’t sufficient to create a metal part by itself.
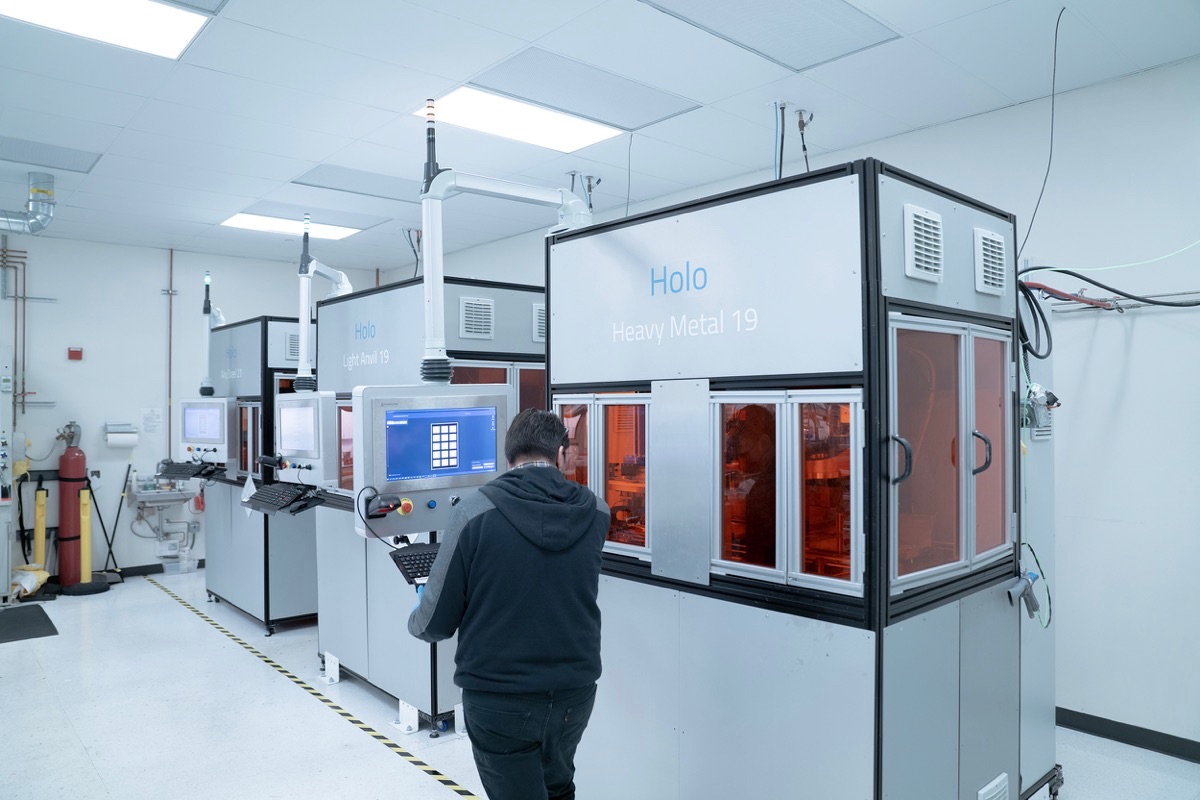
Three of Holo’s PureForm metal 3D printers from our in-house digital production fleet.
Holo’s PureForm™ metal AM technology stack leverages DLP 3D printing, in addition to specialized proprietary metal powder-filled photopolymer materials, and subsequent sintering in a production grade metal injection molding (MIM) furnace to produce solid metal parts in a range of familiar engineering alloys.
To start, ‘green’ (unsintered) parts are produced by using Holo’s proprietary PureForm™ photopolymer and metal powder materials in a DLP 3D printing process. The digital projector cures the photopolymer, and the uniformly distributed metal powder particles are trapped in place in the desired part geometry.
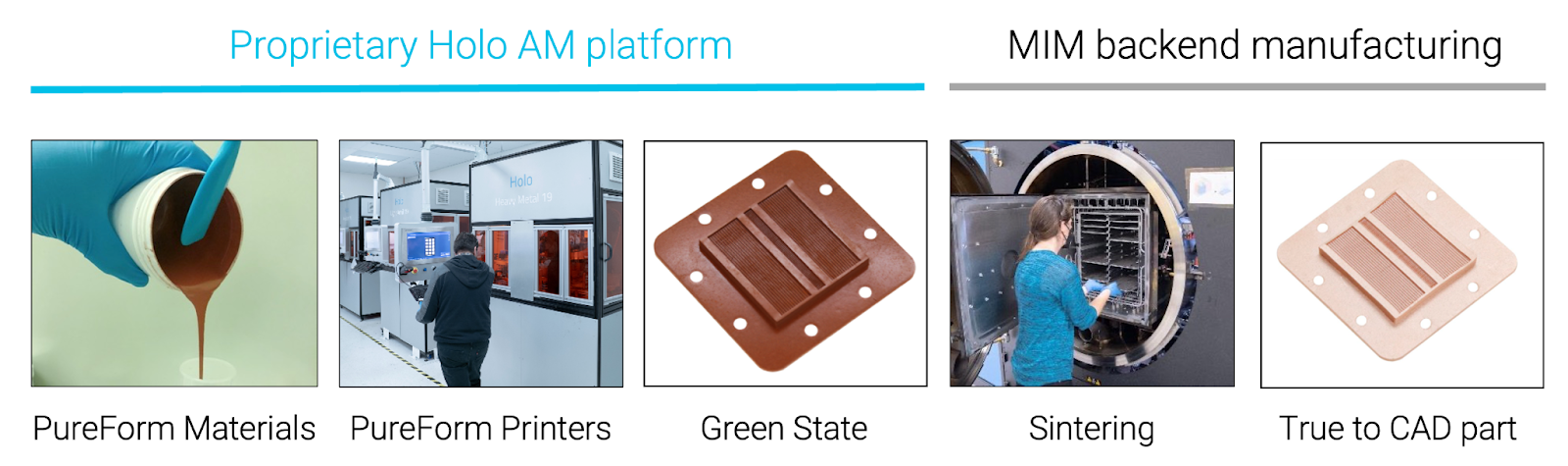
An overview of the steps, processes, and materials involved in PureForm metal additive manufacturing
These green parts are then placed within a commercial production MIM sintering furnace and thermally debound (photopolymer vaporizes and is evacuated) and sintered to full density metal parts that are ready for inspection and delivery.