Prototyping custom gears with tiny teeth? Holo’s PureForm™ metal 3D printing service might be the answer to your sourcing challenges.
Key points
- Sourcing small, custom gears for R&D, prototyping, and low- to mid-volume bridge production is frustrating, expensive, and slow because they’re challenging for vendors to produce
- Metal 3D printing can be a powerful tool to quickly create cost-effective, highly custom gears, but many processes can’t meet the demanding functional requirements specific to tiny gears
- Holo’s PureForm service can build completely bespoke gears with extremely small teeth (gear module < 1) and attractive mechanical properties
Gears: they’re all around us
Gears are found nearly everywhere in manufacturing, engineering, and product design, which makes it all the more surprising that the development of custom gears in new products can be far more challenging than you might expect. If you’re a design engineer leveraging small gears in new product designs, you traditionally have two, non-ideal options:
- wrangle a standard, off-the-shelf gear into your design
- find a supplier who can quickly produce the custom gears that you’d prefer
The off-the-shelf option limits your design flexibility, especially when designing multi-stage gear trains in space-constrained products, and the second involves extensive effort spent sourcing and evaluating vendors. It’s worth noting that there are some really good machine shops out there that specialize in custom gears with high accuracy, rapidly, and in small volumes, but you’ll find that the old adage still applies: “Fast, high-quality, cheap. Pick two”.
So what’s an engineer to do? Additive manufacturing (AM), specifically metal 3D printing, often enters the conversation at this point, with a promise of fast metal parts and the capability for extreme geometric complexity. Perfect for gears, right? The answer, it turns out, is not as clear-cut as it first appears. But before we get into that, we need to discuss some of the characteristics of gears and how they affect manufacturability.
It’s all in the fine details
To start, let’s keep our focus on custom gear applications for R&D, prototyping, and low- to medium-volume bridge production. High volume products will justify the cost of custom tooling to manufacture any gear you need, so the real challenge exists during product development — when you may need dozens of unique prototype gears, in low volumes, with non-standard specifications.
The biggest offenders are gears with a small, non-standard module, generally less than one. As a refresher, gear module is a measure of gear tooth size, and is defined as follows:
module = pitch diameter / number of teeth
Two gears can only mesh together if they have the same module, and gears with a module smaller than one will have very small teeth, regardless of the overall diameter of the gear.
This is where the manufacturing challenges occur — most gears produced in low volumes are machined with cutting tools that only come in a limited number of standard sizes. If your project demands a custom gear size that’s not readily available, your machine shop will need a custom gear cutter as well, which equals higher cost and lead time.
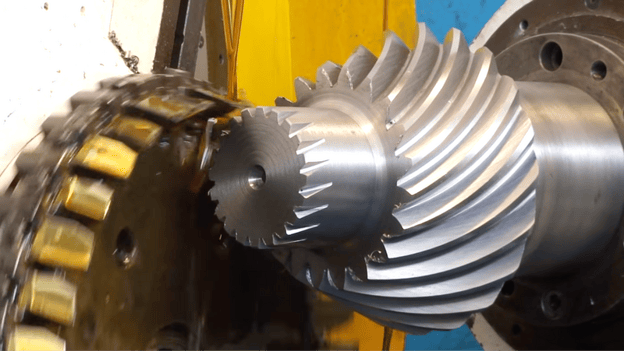
 Cutting the first pass on a spur gear using a gear cutter, with the gear blank mounted in a dividing head on a vertical mill. (Source: Liam Riggs, YouTube)
Cutting the first pass on a spur gear using a gear cutter, with the gear blank mounted in a dividing head on a vertical mill. (Source: Liam Riggs, YouTube)
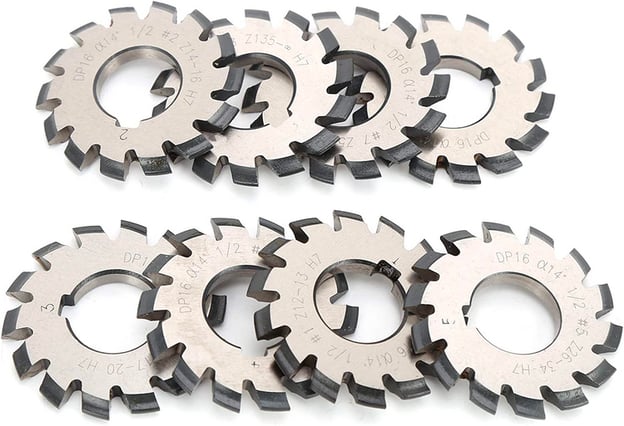
A typical spur gear cutter set. (Image: Amazon)
These challenges are only magnified when you start to look at combination gears — a combined, fixed stack of two different gears, that are often used in spatially-constrained, relatively lower force gear trains, like those in consumer products and appliances. It’s often impossible to machine combination gears as a single piece, so for low production volumes they’re often machined as two separate gears, then fastened together.

If production volumes can justify it, single piece combination gears are often easier to injection mold than machine; metal combination gears will often be manufactured as two separate gears, then pinned or otherwise fixed together. (Image: Amazon)
Beyond these manufacturing hurdles, gears have additional, critical functional requirements: high accuracy and high quality surface finish in the teeth, and high concentricity of the overall gear — to minimize vibration, noise, and wear in the gear train. For applications that demand metal gears, a relatively high surface hardness may also be required to reduce wear during operation and extend the lifespan of the gear train.
“Why don’t you just 3D print that?”
That brings us to metal 3D printing: can’t we just print completely custom prototype gears, for R&D, prototype builds, or bridge production? The answer: it depends.
First, it’s important to note that metal 3D printing is actually an entire family of 3D printing processes, encompassing a wide range of different technologies including powder bed fusion (PBF), binder jetting, foil lamination, bound powder extrusion, and Holo’s PureForm MicroAM process, which combines a digital projector-cured photopolymer printing process with metal injection molding (MIM).
Metal 3D printing technologies each have different capabilities, strengths, and best-fit applications. 3D printing can offer the ability to quickly print a unique part and put it directly into use without any post-processing but to take advantage of it, gears require a metal printing process that can deliver:
- high surface finish on the teeth
- tight process control to create dimensionally accurate parts
- metal alloys that can meet the strength and hardness requirements of gears
Different sizes of gears may be better suited to different 3D printing processes. You can do a quick check for compatibility by comparing the characteristic dimensions of the gear and the minimum feature size of the additive technology.
Choosing the right metal 3D printing process comes down to the fine details. You’ll want to choose a technology that can print a hardenable metal, such as 17-4PH stainless steel or a tool steel like A2. Production metal gears are often made from case-hardenable alloy steels but these are rare in the world of 3D printing. Instead, choose a 3D printable metal with similar hardness to that of the production-intent gear for comparable performance.
Metal 3D printing can be particularly well-matched when prototyping geometrically complex gears, such as helical, hypoid, or herringbone gears, and for creating many different unique gear designs in small volumes — also known as high mix, low volume production.
Small diameter hypoid gears are particularly challenging to manufacture. The standard hobbing tooling for these gears is expensive and designed for larger gears, so custom tooling for small diameter gears would be even more costly. (Source: YouTube)
Not all flavors of 3D printed metal parts can meet the functional requirements of small gears however. For example, many metal 3D printing processes create parts with a rougher surface finish that may not be acceptable in geared applications. While vibratory tumbling, machining, or grinding can always be used to improve the surface finish, these additional steps make 3D printing less attractive. In other cases, some metal printing processes may not have the resolution required to properly build the intricate teeth of smaller gears.
PureForm metal additive manufacturing makes tiny gears easy

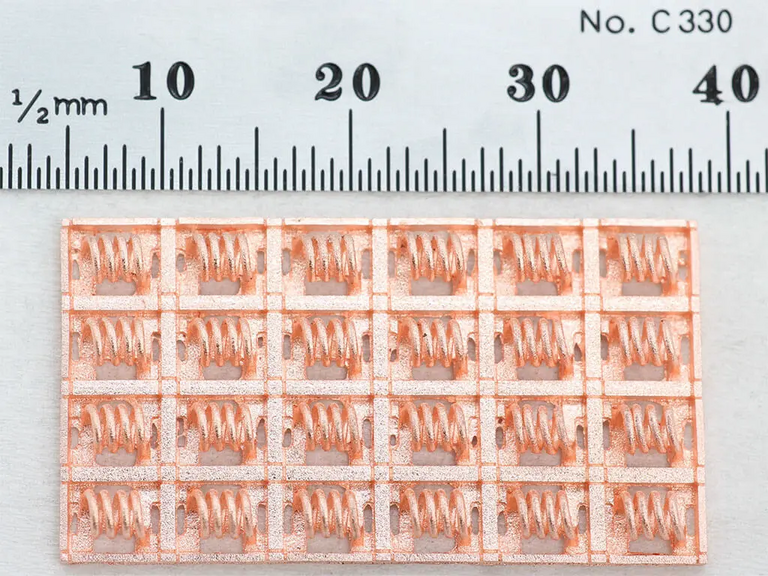
A small module, small diameter combination gear 3D printed with Holo’s PureForm process, next to grains of rice.
Holo’s PureForm metal 3D printing process can produce custom gears with extremely small teeth, down to at least a gear module of 0.125, and even smaller for certain types of gears. The process uses a high-resolution projector to cure a mixture of metal powder and photopolymer into intricate, tiny features, followed by a sintering step that produces tightly controlled part shrinkage. Together, these two steps can create features even smaller than the limits of the printing process alone, with high part density and high-quality surface finish right out of the furnace.
Parts made with the PureForm process are directly usable as-printed, and they meet all of the functional requirements of tiny, small-module gears, with the following typical performance characteristics:
|
Recommended metal |
17-4PH stainless steel |
|
Minimum feature resolution |
0.1 mm |
|
Typical dimensional tolerance |
± 0.025 - 0.075 mm |
|
Typical surface roughness |
1.5 µm Ra |
This all adds up to a really powerful tool for getting tiny, low-module gears into your hands faster, and more affordably. And that enables you to focus on what really matters — spending more time doing great engineering work.
Do you have a frustrating gear problem? Want to see if our PureForm service can help? Send us a note or request a project review with our engineering team.